

Технология селективного лазерного спекания SLS
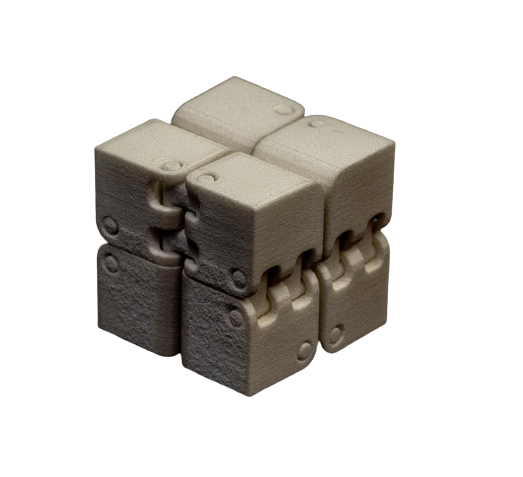
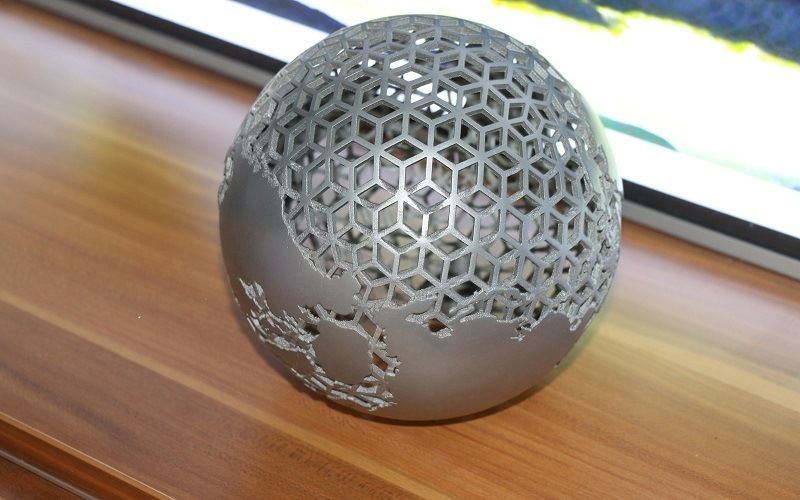
SLS печать (выборочное или селективное лазерное спекание) – одна из технологий изготовления трехмерных изделий. Она широко применяется в различных отраслях промышленности. Относится к семейству методов синтеза на подложке. Она позволяет получать продукцию высокого качества, приближенную к результатам литья под давлением. Выполняется исключительно на специализированных 3D принтерах. В качестве исходного материала применяются порошки и порошковые смеси, как и в других методах адаптивного производства. Технология позволяет получать цельные заголовки любых, в том числе очень сложных пространственных форм. Все это и привело к тому, что метод селективного лазерного спекания стал массово использоваться на различных производствах по всему миру. Познакомимся с технологией более подробно.

Что такое SLS технология
SLS технология предполагает точечное спекание порошковой смеси на основе пластиков и других компонентов при помощи лазера. Раньше эта методика применялась и к металлам. Впервые она была создана в середине 80-х годов прошлого века Карлом Декардом и Джо Биманом в Техасском университете. В 1989 ее запатентовала компания DTM Corporation, которая впоследствии стала частью бренда 3D Systems.
Мощность оборудования варьируется от 30 до 1000 Вт. Изначально полимерный порошок прогревается, а далее подвергается непродолжительному воздействию лазера. В результате он спекается с затвердевшими частичками нижнего слоя. Так, слой за слоем и получают трехмерную заготовку, в точности соответствующую исходному образцу, загруженному в программу. Корректируя настройки станка, можно достичь требуемой пористости и плотности изделия.
Мощность оборудования варьируется от 30 до 1000 Вт. Изначально полимерный порошок прогревается, а далее подвергается непродолжительному воздействию лазера. В результате он спекается с затвердевшими частичками нижнего слоя. Так, слой за слоем и получают трехмерную заготовку, в точности соответствующую исходному образцу, загруженному в программу. Корректируя настройки станка, можно достичь требуемой пористости и плотности изделия.
{kind=link}
{kind=link}
{kind=link}
Характеристики SLS-печати
Все параметры рабочего процесса в SLS технологии 3d печати указываются производителем принтера. Так, к основным характеристикам относят:
- Параметры принтера. Речь идет о высоте слоя. Для большей части аппаратов она составляет 100-120 мкм, что относится к стандарту. То есть за один проход рабочего элемента, будет «пропечатываться» слой данной толщины. Но также существуют модели SLS лазеров, позволяющие менять этот показатель в диапазоне 50-150 мкм. Одна из особенностей оборудования в том, что для повышения эффективности печати следует максимально использовать рабочую область. Каждый слой рабочая часть прибора будет проходить полностью. И при равной высоте заготовок продолжительность печати 1 или образно, 10 изделий будет одинакова. В любом случае принтеру придется многократно проходить все эти слои. Также необходимо будет следить за наличием порошка в бункере, ведь в рабочую камеру будет засыпаться стандартное количество материала, вне зависимости от того, заготовки каких размеров печатаются.
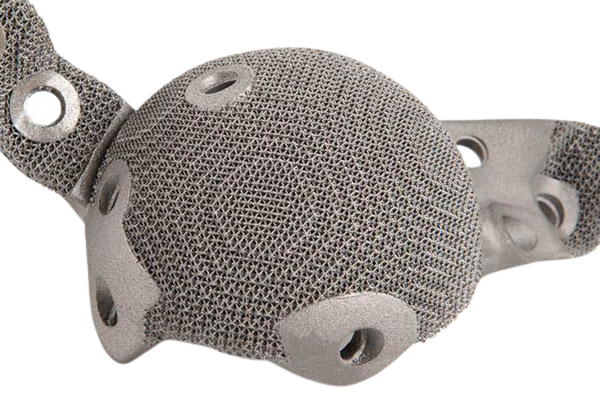
- Послойная спекаемость. Методом SLS получают чрезвычайно прочное и качественное спекание отдельных слоев между собой. Механические характеристики готового изделия постоянны и одинаковы во всех направлениях. Полученная заготовка отличается высокой прочностью, упругостью. Внутренняя пористость примерно на 30% снижает удлинение при разрыве.
- Деформация, усадка. При остывании размеры запечатанного слоя снижаются, а еще в нем накапливается внутреннее напряжение. Ввиду этого нижний слой подтягивается вверх, что может привести к деформации изделия. Чем больше плоская поверхность, тем сильнее она может деформироваться. Минимизировать это можно только путем снижения толщины плоских участков или добавлением вырезов. Также технологический процесс будет сопровождать и усадка. Ее норма для лазерного спекания – 3-3,5%. Этот показатель следует учитывать при разработке модели.
- Излишнее спекание. Происходит в случае, когда по контуру модели под воздействием лазерного луча расправляется еще не спеченный порошок. Негативным образом сказывается на точности и четкости отверстий, прорезей.
- Удаление порошка. В готовой модели могут остаться неспеченный рабочий материал. Чтобы его удалить, прорезают специальные отверстия. Чтобы существенно упростить последующие работы, рекомендуется еще в прототипе добавить минимум 2 таких отверстия, диаметром более 5 мм.
Все эти моменты обязательно надо учитывать еще на этапе планирования печати. Это позволит получить изделие высокого качества и минимизировать потенциальные риски.
Процесс изготовления объектов

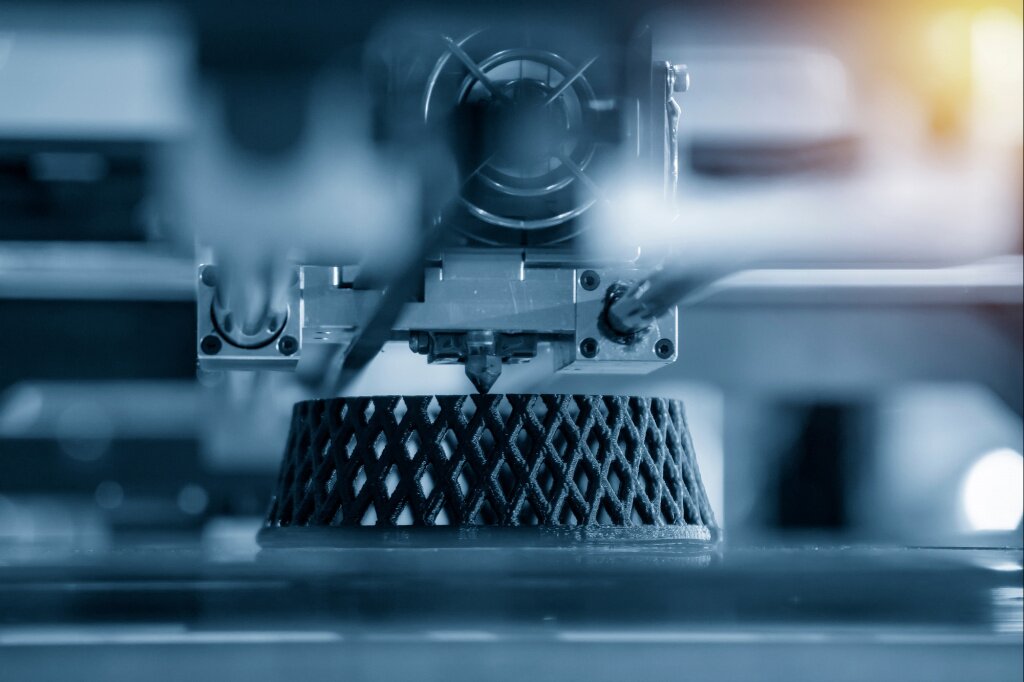
Технология лазерного спекания предполагает послойное спекание порошкообразного термопластичного полимерного материала. Процесс будет продолжаться до тех пор, пока не будет создан физический объект в соответствии с заданной CAD-моделью. Чтобы ускорить предстоящий процесс материал изначально разогревают до температуры, близкой к температуре его плавления. В зависимости от модели SLS 3d принтера, в его конструкции может быть предусмотрен один или несколько лазеров, которые будут сплавлять частицы.
Сам процесс печати – аддитивный. Изделие словно наращивается слой за слоем, переходя снизу вверх. Рабочий порошок автоматически подается в камеру специальным равняющим механизмом. Далее по этому слою проходит лазер, который прижигает полимер, четко следуя загруженной компьютерной модели. Далее цикл будет повторяться до тех пор, пока полностью не завершится построение модели. В рабочем процессе платформа постепенно опускается вниз с шагом, равным толщине печатного слоя. Благодаря такому решению луч лазера и зона, на которую он воздействует, постоянно будут находиться на одном уровне. При этом не требуются дополнительные материалы, выполняющие роль поддержки. Эта обязанность возлагается на смесь, которая не была задействована в печати. После завершения процесса он извлекается и может использоваться повторно.
Сам процесс печати – аддитивный. Изделие словно наращивается слой за слоем, переходя снизу вверх. Рабочий порошок автоматически подается в камеру специальным равняющим механизмом. Далее по этому слою проходит лазер, который прижигает полимер, четко следуя загруженной компьютерной модели. Далее цикл будет повторяться до тех пор, пока полностью не завершится построение модели. В рабочем процессе платформа постепенно опускается вниз с шагом, равным толщине печатного слоя. Благодаря такому решению луч лазера и зона, на которую он воздействует, постоянно будут находиться на одном уровне. При этом не требуются дополнительные материалы, выполняющие роль поддержки. Эта обязанность возлагается на смесь, которая не была задействована в печати. После завершения процесса он извлекается и может использоваться повторно.
Материалы для SLS печати
В качестве исходного сырья для лазерного спекание порошковых материалов применяются гранулированные, зернистые, термопластичные полимеры. Это могут быть:
- полиамидные порошки;
- керамонаполненные, стеклонаполненные и другие модифицированные порошки;
- BIO-совместимые полиамиды и пр.
{kind=link}
{kind=link}
{kind=link}
Отрасли применения
Селективное лазерное спекание получило широкое применение в различных отраслях промышленности:
- машиностроение;
- аэрокосмическая промышленность;
- литейное производство;
- строительство;
- инженерное проектирование;
- архитектура, дизайн, искусство.
Преимущества и ограничения
Селективное лазерное спекание SLS наделено рядом весомых преимуществ перед другими подобными технологиями:
Последний недостаток можно минимизировать, если обратиться за SLS 3d принтером и комплектующими к нему в компанию АО «ЛЛС». Оборудование поставляется по Москве, Санкт-Петербургу и другие регионы РФ, страны Таможенного Союза. Оно имеет сертификаты соответствия и официальные гарантии.
- большая площадь построения, позволяющая получать достаточно крупные изделия, подходит для мелкосерийного производства;
- высокая детализация и качество товара;
- есть возможность получать конечный продукт, который не будет нуждаться в дополнительной доработке.
Последний недостаток можно минимизировать, если обратиться за SLS 3d принтером и комплектующими к нему в компанию АО «ЛЛС». Оборудование поставляется по Москве, Санкт-Петербургу и другие регионы РФ, страны Таможенного Союза. Оно имеет сертификаты соответствия и официальные гарантии.