

Ультрафиолетовая лазерная резка
1АО «Ленинградские лазерные системы», Санкт-Петербург, Россия
2Университет ИТМО, Санкт-Петербург, Россия
3HUARAY PRECISION LASER CO., LTD, Ухань, Нуабей, Китай
Ультрафиолетовые лазеры имеют ряд преимуществ на рынке прецизионной резки металлических и неметаллических материалов. Стабильность и надежность лазерных инструментов в сочетании с точностью обработки и низкими механическими напряжениями позволяют этим лазерам выйти на рынок микроэлектронного производства. Благодаря гибкости в работе с широким спектром материалов УФ-лазеры легко адаптируется к требованиям технологических процессов и встраиваются в линии быстрой и точной лазерной обработки в производстве микроэлектроники. В статье представлены возможности твердотельных УФ-лазеров с диодной накачкой с излучением на длине волны 355 нм.
Традиционно в промышленности применяются лазерные источники с излучением ближнего и дальнего ИК диапазонов (волоконные и СО2-лазеры). Обработка ИК излучением происходит в результате интенсивного локального нагрева, который плавит или испаряет материал. Такое воздействие оказывает термическое влияние на близлежащие области, чем ухудшает прочность кромок реза и накладывает ограничения на минимально допустимый размер элементов. Это является основным ограничением к обработке специальных материалов, таких как сапфир, полимерные пленки, печатные платы, полупроводниковые материалы и т.д.
Использование систем для лазерной резки с излучением ультрафиолетового диапазона открыло новые возможности обработки специальных материалов. Ультрафиолет в принципе является универсальным инструментом для прецизионной маркировки, резки, перфорации практически любых материалов.
На протяжении многих лет ультрафиолетовые лазерные источники были газовыми: импульсный эксимерный лазер и непрерывный He-Cd лазер. Оба типа источников имеют значительные недостатки для индустриальных приложений: сложная и громоздкая конструкция, высокое энергопотребление и ограниченный ресурс. Эксимерный лазер имеет пятно низкого качества, что вызывает необходимость использовать фотошаблон, на котором теряется до 95% выходной мощности.
Излучение с длиной волны 355 нм – третья гармоника излучения твердотельного лазера с диодной накачкой. Генерация реализуется по следующей схеме: основная длина волны 1064 нм возбуждает на первом нелинейном кристалле титанил-фосфата калия (KTiOPO4) вторую гармонику (532 нм). Затем излучение основной и второй гармоник смешивается на втором нелинейном кристалле, в результате чего на выходе излучается третья гармоника с длиной волны 355 нм (рис. 1).
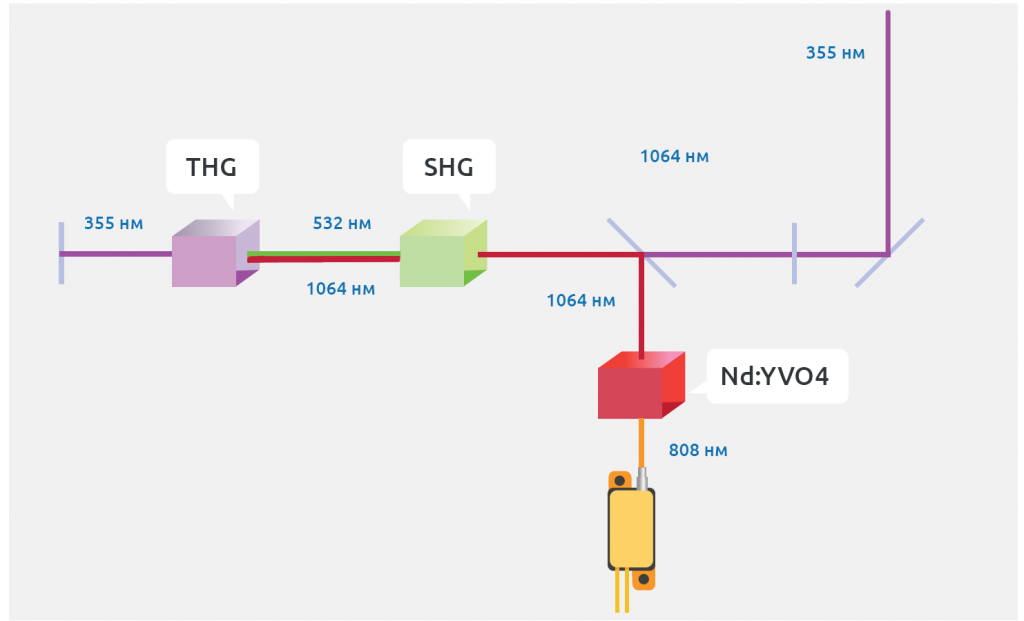
Рис. 1. Схема генерации третьей гармоники.
Лазерное излучение ультрафиолетового диапазона (355 нм) обладает высокой энергией квантов и меньшим диаметром пятна в области фокусировки за счет более короткой длины волны по сравнению с волоконными (1064 нм) и СО2-лазерами (10.6 мкм) (рис.2). Минимально возможный диаметр пятна фокусировки соответствует длине волны лазерного излучения. Соответственно, для 355 нм он в 30 раз меньше, чем для длины волны СО2-лазер 10.06 мкм, и составляет несколько микрометров.

Рис. 2. Длины волн различных лазерных источников [1].
Уменьшение длины волны лазерного излучения снижает коэффициент отражения материалов и увеличивает количество поглощенной материалом энергии. При взаимодействии излучения УФ диапазона с диэлектрическими материалами, такими, как полимеры, в веществе происходит разрыв внутримолекулярных связей и электронное возбуждение молекул вещества. Возникает фотохимический механизм воздействия, так называемая «холодная» абляция. При высокой плотности мощности лазерного излучения создаются условия, при которых энергии квантов достаточно как для разрыва связей между полимерными цепями, внутри цепей между отдельными молекулами, так и для разрыва химических связей внутри молекул (например, типа С-С или С-Н в полимерах). Холодная абляция характеризуется маленькой зоной термического влияния - всего несколько мкм [2].
Резка печатных плат (ПП)
В простейшем варианте печатная плата представляет собой пластину диэлектрика с системой проводящих рисунков на ее поверхности, предназначенных для питания электронных компонентов. Существуют ПП нескольких типов, отличающиеся количеством проводящих слоев и типом изоляционного материала.
Основными приложениями УФ лазеров в производстве печатных плат являются разрезка (депанелинг), структурирование и сверление глухих отверстий для монтажа компонентов. Ультрафиолет позволяет работать с широким спектром материалов для печатных плат: от стандартных материалов, таких как FR4, и аналогичных подложек на основе смол, керамики до материалов для гибких печатных плат, включая полиамид (рис.3).

Рис. 3. Спектр поглощения материалов, в основном использующихся для печатных плат [1].
Необходимость получения глухих отверстий малого диаметра в связи с увеличением плотности компоновки печатных плат привела к активному использованию лазеров. Метод механического сверления и сверления СО2-лазером применим для получения отверстий большого диаметра. Процесс сверления включает в себя удаление слоя в несколько десятков микрон изолятора для получения доступа к медному проводящему слою. Сложности сверления отверстий диаметром 50-60 мкм излучением СО2 связано с жесткостью фокусировки и большим количеством расплава. Напротив, фотоабляция ультрафиолетом обеспечивает отверстие без расплава и следов карбонизации.
Ультрафиолетовые лазеры применяются для выделения готовых устройств из панели печатной платы. Традиционный метод заключается в использовании механического фрезерного бита. Однако производители стремятся увеличить пропускную способность процесса и снизить стоимость расходных материалов. СО2-лазеры подходят для задачи разделения, но вызывают обугливание поверхности реза. Это неприемлемо: углерод может быть проводящими и поглощать влагу, что приведет к выходу устройства из строя. Кроме того, соединения углерода являются ароматическими, что недопустимо для применений, в которых изделие будет находиться близко к лицу пользователя, например, мобильных телефонах, гарнитурах и т.п. [5] Механизм «холодной абляции» при УФ воздействии сводит к минимуму появление заусенцев, обугливания и негативных эффектов, связанных с термическим напряжением. Маленький диаметр пятна позволяет оптимален для печатных плат повышенной плотности соединений.

Рис. 4. Панель печатной платы с отдельными платами, соединенными вместе, готовая к процессу лазерного разделения [1].


Рис. 5. Резка печатных плат: а) материал печатной платы без проводящего слоя; b) материал с двумя проводящими слоями.
УФ лазер используется для сверления сквозных отверстий. Производительность этого процесса зависит от свойств материала. Для максимизации производительности перфорация выполняется в два похода: абляция медного слоя при высоких плотностях энергии лазерного излучения (около 4 Дж/см2), затем перфорация непроводящей подложки излучением с более низкой плотности энергии (100 мДж/см2). Данная последовательность обеспечивает наименьшую зону термического влияния при воздействии на материал подложки, тем самым позволяет получать отверстия наилучшего качества: 30 мкм в диаметре, скорость перфорации при этом может достигать 250 отверстий в секунду. Кроме того, в ходе данного воздействия улучшаются адгезивные свойства поверхности меди в результате лазерного структурированная, что хорошо сказывается на последующем нанесении покрытия. СО2-лазеры, с обычным для них диаметром пучка 70 мкм и большой зоной термического влияния, не позволяют достигать подобных результатов.
Гибкие печатные платы – это один или более слоев диэлектрика со сформированной на нем электронной схемой. Изготовление печатных плат из гибких материалов расширяет возможности их применения за счет гибкости конструкции, меньшей массы, большей плотности компоновки, устойчивости к динамическим и термическим нагрузкам и делает их оптимальным способом межсоединений в электронике. Механические способы резки такого формируют слишком широкий рез и создают высокие механические напряжения, недопустимые для схем со сложной топологией. Резка СО2-лазером обладает большой зоной термического влияния и приводит к карбонизации. К тому же, излучение СО2-лазера полностью отражается металлами, что делает невозможным резку гибких печатных плат с металлическими цепями. Резка УФ лазером позволяет выполнить резку гибких печатных плат с высоким качеством. На рисунке 6 представлены примеры резки печатных плат СО2-лазером и УФ лазером. При резке СО2-лазером присутствуют следы карбонизации материала, при УФ резке – чистый, ровный край реза. [6]


Рис. 6. Резка гибкой печатной платы на СО2- и УФ-лазере
Лазерные системы работают напрямую от данных САПР и исключают любое посредничество в процессе создания платы благодаря чему идеально подходят для HDI приложений (HDI - High-Density Interconnect).

Рис. 7. Гравировка по глубине полиэтиленового материала: шаг на глубине 2 мм, 8 мм и 10 мм [1].
Прецизионная резка и перфорация металлической фольги
Длина волны третьей гармоники твердотельного лазера с диодной накачкой 355 нм хорошо поглощается металлами (Cu, Ni, Au, Ag) (рис.8).
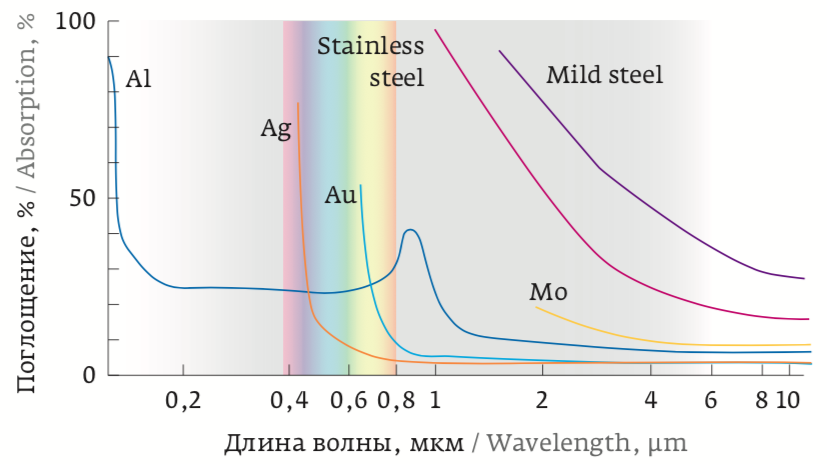
Рис. 8. Спектры поглощения различных металлов [1]
УФ лазер позволяет выполнять прецизионную обработку металлов. На рисунке 9 приведены пример резки твердотельным лазером с диодной накачкой с длиной волны 355 нм фольги из нержавеющей стали толщиной 200 мкм и прошивки отверстия в фольге толщиной 50 мкм. [4]


Рис. 9. Резка и прошивка отверстий в фольге [5]
Резка хрупких материалов
Лазерная обработка стекла активно используется в производстве бытовой электроники. Мотивирующими факторами для этого являются снижение стоимости за счет увеличения выхода продукции и улучшения качества готового устройства. Лазеры используются для обработки различных типов стекла: от недорогого натриево-кальциевого до разнообразных высококачественных боросиликатных стекол. Требованиями к данному процессу являются сокращение объема расплавленного материала и предотвращение образования микротрещин. Ультрафиолетовый лазер благодаря небольшому диаметру пятна и небольшой зоне теплового влияния снижает тепловую нагрузку на стекло. Контроль образования микротрещин может быть выполнен путем настройки длительности импульса. Также УФ лазер позволяет выполнять резку других хрупких материалов с высокой температурой плавления, таких как, керамика, сапфир и оксид алюминия.

Рис. 10. УФ-резка керамики
Резка материалов со слоистой структурой: слюда
УФ лазер может выполнять резку слюды с отсутствием расслоения материала. На рисунке 11 приведены образцы резки слюды на волоконном, СО2- и УФ лазерах. Как видно, наилучший результат показывает ультрафиолет.
Рис. 11. Резка слюды: а) волоконным лазером (1 064 нм); b) СО2-лазером (10,6 мкм); c) УФ- лазером (355 нм)
Заключение
- URL:http://www.huaraylaser.com. PCB Depaneling. HUARAY PRECISION LASER CO., LTD.
- Ражев А. М. Оптические технологии с использованием импульсных УФ-лазеров для микроэлектроники и медицины. Труды МНК «Специализированное приборостроение, метрология, теплофизика, микротехника, нанотехнологии». 2012: 1(5); 187–192.
- Валиев К. А., Великов Л. В., Душенков С. Д., Митрофанов А. В., Прохоров А. М. Эффект фототравления полимеров под действием ультрафиолета. Письма в ЖТФ. 1982: 8(1): 36–36.
- Meier D. J., Schmidt S. H. PCB Laser Technology for Rigid and Flex HDI – Via Formation, Structuring, Routing. OR Published at IPC Printed Circuit Expo 2002, Long Beach, CA. LPKF Laser&Electronics North America. URL: [https://www.lpkfusa.com].
- Molpeceres C., Lauzurica S., Garcıa-Ballesteros J. J., Morales M., Ocana J. L. Advanced 3D micromachining techniques using UV laser sources. Microelectronic Engineering. 2007; 84: 1337–1340.