

Гальванометрические сканирующие системы
Обзор систем управления гальванометрическими сканаторами.
Лишь при оснащении гальванометрическими сканирующими системами лазерные установки превращаются в универсальные обрабатывающие центры. При этом их функциональность в значительной мере зависит от электроники и концепции управления. За счет них могут быть реализованы различные требования к динамическому позиционированию лазерного луча и контролю системы. Постоянно растущие динамические требования, связанные с появлением новых лазерных источников, привели к разработке цифровых сервоприводов для гальванометров сканирующих систем. Усовершенствованные цифровые алгоритмы управления системой сканирования приводят к улучшенной динамике по сравнению с аналоговыми алгоритмами.
Популярность лазеров в промышленности, микроэлектронике и медицине неуклонно растет. Лазеры зарекомендовали себя в широком спектре задач обработки материалов - среди них маркировка, микрообработка, быстрое прототипирование, резка, сварка, сквозное сверление и т.д . Этому способствовал значительный прогресс в лазерной технологии - более высокая мощность лазера, улучшенное качество луча, тенденция в сторону уменьшения длины волн, более длительный срок службы компонентов и усовершенствованные системы фокусировки и сканирования.
По сравнению с нелазерными технологиями лазерная обработка материалов дает некоторые ключевые преимущества: небольшая зона термического влияния обеспечивают точность и стабильность процессов даже при обработке чувствительных материалов. Кроме того, лазерные процессы бесконтактны, обеспечивают высокую степень гибкости, недостижимую при использовании механических методов.
Однако вышеперечисленные преимущества могут быть достигнуты только в том случае, если качество фокусировки и позиционирования на обрабатываемой детали строго контролируется. Быстрые и точные способы позиционирования лазерной фокусировки на обрабатываемой детали - это гальванометры. Это приводы вращения с высоким разрешением и ускорением в определенном угловом диапазоне, к которым прикреплены зеркала с высоким коэффициентом отражения. Как правило, на гальванометрах основаны установки, отклоняющие лазерный луч в двух измерениях. В отличие от «летающей оптики», в гальванометрических системах фокусирующая оптика остается неподвижной. Поскольку гальванометрические системы сканирования работают по принципу позиционирования зеркал с очень малой инерцией, они обеспечивают максимальную динамику и скорость процесса, а также минимальное время позиционирования. Это приводит к высокой производительности и более эффективному использованию дорогостоящих источников, таких как УФ- и лазеры ультракоротких импульсов.
Гальванометры оснащены системой контроля положения с обратной связью, которая позволяет быстро и точно позиционировать зеркала, установленные на осях их двигателей. Традиционно для данной задачи использовались аналоговые платы управления, теперь им на смену пришли цифровые.
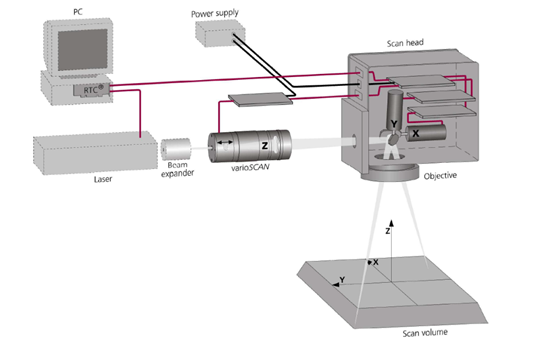
Рис. 1. Компоненты системы лазерной обработки материалов. Сканирующая головка состоит из пары зеркал, установленных на гальванометрических сканерах, вращаемых с помощью (аналоговых или цифровых) серводвигателей. Цифровой интерфейс используется для передачи управляющих данных с ПК на сканирующую головку, а также для обеспечения доступности сигналов обратной связи при наличии цифровых серводвигателей. Для фокусировки лазерного луча в поле / объеме сканирования или на заготовке, может быть исползан объектив с плоским полем или оптика с динамической фокусировкой (varioSCAN).
Аналоговое управление
Для точного перемещения и позиционирования лазерного луча на обрабатываемой детали датчик положения внутри гальваносканера обеспечивает обратную связь с платой контроллера по замкнутому контуру. Контроллер сравнивает фактическое положение с заданным положением, постоянно корректируя ток через гальванометр корректировки различий. даже высокотехнологичная аналоговая сервоэлектроника имеет ограничения, поскольку использует структуру управления с ограниченным числом фиксированных параметров, что ограничивает производительность системы и ее универсальность, поскольку настройка аналоговой платы оптимизирована для определенных требований, таких как векторы или шаги, и не может быть скорректирована с учетом динамических требований.
Эти ограничения могут быть преодолены с помощью цифровых сервоконтроллеров, которые используют гораздо более широкий набор параметров. Как более интегрированная система, она обеспечивает легкий к различным параметрам и открывает широкие возможности для диагностики и связи между сканирующей головкой и управляющим компьютером.

Преимущества цифрового управления
SCANLAB разработала новое поколение сканирующих головок с цифровым управлением, таких как intelliSCAN 10. Эти полностью цифровые сканирующие головки с цифровой сервоплатой с системой DSP для каждой оси гальванометра. В intelliSCAN используются усовершенствованные алгоритмы управления, основанные на имитированной модели гальванометра, а не на фиксированном наборе параметров настройки. Это позволяет достичь производительности, намного превосходящей самые быстрые аналоговые системы.
Высокая динамика и пропускная способность
Пропускная способность лазерной системы определяется несколькими факторами: максимальная скорость сканирования вдоль вектора, время перехода между векторами, а также так называемые задержки сканирования, вставленные между двумя последующими векторами. Задержки компенсируют инерцию сканеров и обеспечивают полное сканирование по заданному шаблону даже в углах. Модель гальванометра, используемая на цифровых сервоплатах, позволяет повысить скорость сканирования, а также сократить время перехода и задержек сканирования, путем подбора оптимальных параметров для каждой ситуации. Это позволяет повысить производительность и сократить время обработки.
Чтобы настроить производительность, можно оперативно переключаться между различными алгоритмами управления, каждый из которых оптимизирован для определенного процесса, такого как векторы или шаги. Для приложений микрообработки разработаны алгоритмы управления, оптимизированные для высокой точности. Особенно в сочетании с усовершенствованным управлением температурой и меньшим тепловыделением, генерируемым цифровыми сервоплатами, это обеспечивает более высокую точность и термическую стабильность системы.
Расширенные каналы связи
Архитектура цифрового сервопривода позволяет возвращать широкий спектр сигналов данных на плату контроллера. Это открывает реализацию широкого спектра дополнительных преимуществ для конечных пользователей. В течение переходного периода, когда сканирующие головки с аналоговыми драйверами заменяются цифровыми, расширенная версия установленного протокола XY2-100 будет использоваться для отправки данных со сканирующей головки на ПК через плату RTC 4 от SCANLAB. Дополнительные каналы состояния непрерывно передают данные на плату контроллера. Это позволяет контролировать полный набор параметров сканеров гальванометра во время работы или проводить комплексное устранение неисправностей в случае сбоя в работе. С учетом постоянно растущих данных, поступающих от сканирующей головки, и из-за некоторых серьезных ограничений протокола XY2-100, полная функциональность технологии цифровых сканирующих головок будет реализована с введением нового протокола. Текущая версия intelliSCAN с интерфейсом платы RTC 4 позволяет получить доступ к следующим данным сканирующей головки:
- Фактическое положение - фактическое угловое положение соответствующей оси.
- Установить положение - установить угловое положение соответствующей оси.
- Ошибка положения - разница между фактической и установленной позицией.
- Фактическая скорость - фактическая угловая скорость соответствующей оси.
- Операционный статус - этот тип данных содержит дополнительную информацию о текущем рабочем состоянии.
- Напряжение питания, ток и температура во всей системе могут быть запрошены для дальнейшего анализа и для защиты системы сканирования от неправильной работы или разрушительного использования.
Мониторинг в режиме реального времени
Мониторинг параметров гальванометра в режиме реального времени позволяет проверить целостность технологической партии. В случае нерегулярного рабочего состояния клиент может быстро обнаружить проблему, внести исправления и затем задокументировать корректирующее действие. Во многих отраслях, где требуется отслеживание, необходим доступ к подробным рабочим состояниям. Наличие специальной проверки эксплуатационных данных обеспечивает постоянство и контроль качества от партии к партии ежедневно в течение года. На рисунке 2 показан пример мониторинга данных в диагностических целях на графическом интерфейсе пользователя при запросе данных от цифровой сервоэлектроники. Данные отображаются независимо и постоянно обновляются.
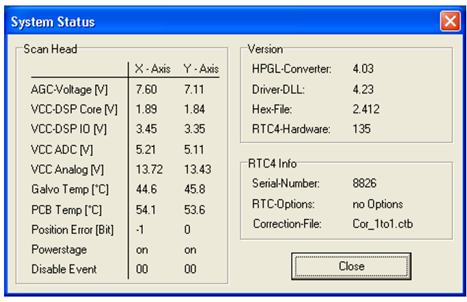
Рис.2 Мониторинг в режиме реального времени
В промышленности существует множество примеров, требующих такого мониторинга, начиная от медицинских приборов и заканчивая автомобильными компонентами. Простым примером, показанным на рисунке 3, является маркировка внутренней части крышек от бутылок в качестве рекламной лотереи, используемой компаниями, производящими потребительские товары. Компании необходимо убедиться, что они полностью осведомлены о количестве потенциальных победителей лотереи. Мониторинг в реальном времени снижает вероятность того, что очередь процесса собьется. Если происходит событие, останавливающее процесс, его можно перезапустить с уверенностью, что серия возобновится в правильной последовательности. Такая технология для гораздо большей жизненно важной обработки компонентов сэкономит производителям время и деньги.
Другие лазерные системы, используемые для хирургии (например, хирургия глаза Lasik), могут выполнять цикл проверки, который записывается и сравнивается с эталонным шаблоном. Это обеспечивает и документирует правильную функциональность лазерной системы для каждого пациента. Кроме того, движение сканера может быть проверено в режиме реального времени, а также записано во время операции, что позволяет осуществлять автоматические аварийные остановки в случае любой непредвиденной ситуации.

Рис.3 Маркировка бутылочных крышек для рекламной лотереи.
Удобство эксплуатации
Удобство эксплуатации сканирующей головки улучшено за счет возможности контролировать несколько сигналов состояния, доступных из цифрового сервопривода. Встроена система защиты сканирующих головок в случае ненормального рабочего состояния. Сканирующая головка приостановит работу во время этого состояния, но продолжит отправлять сигналы состояния, чтобы помочь с диагностикой состояния даже из удаленного местоположения. Как только проблема будет исправлена, операция может быть перезапущена в соответствующей последовательности.
Операционный профиль позволит клиенту контролировать циклы технического обслуживания на основе достоверных данных. Клиент может запрашивать эти данные из удаленного местоположения, предоставляя средства для централизованного центра управления для работы в нескольких местах и, при необходимости, пересылать данные для дальнейшего анализа. Системные интеграторы могут войти в системы своих клиентов, получая доступ к информации о состоянии сканирующей головки или запускать шаблоны диагностики, и, следовательно, могут диагностировать или исправлять неисправности из своего централизованного сервисного отдела, не отправляя обслуживающий персонал на место установки клиента. Это позволяет значительно сэкономить на стоимости обслуживания и обеспечивает быструю реакцию 24 часа в сутки.
Оптимизация процесса
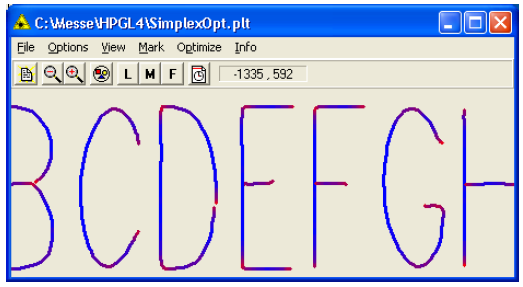
Рис. 4. Трек сканирования относительно установленного положения. Изменения скорости показаны разными цветами: от красного для медленного до синего для самого быстрого.
Мониторинг дорожек сканирования и скорости теперь доступен с помощью цифровых сигналов данных, возвращаемых от цифровой сервоэлектроники. Доступ к этим данным открывает для клиента возможность реализовать расширенные функции управления сканирующей головкой и лазером для оптимизации процесса. Рисунок 4 представляет собой симуляцию, показывающую сравнение фактического рисунка сканирования относительно заданной позиции. Отсканированные данные о положении записываются путем обработки нужного шаблона с помощью движущихся двигателей сканера, но с выключенным лазером или даже вообще без лазера. Заказчик может оценить симуляцию и определить, удовлетворяет ли отсканированная дорожка критериям качества для конкретного процесса, и определить правильную частоту лазера (см. рис. 5 и рис. 6). Ни одна (иногда дорогостоящая) деталь не будет разрушена во время оптимизации параметров управления сканером, а также нет необходимости выполнять трудоемкие проверки, например, осматривая обработанные детали с помощью микроскопа. Это может значительно сократить время и затраты, связанные с настройкой новых процессов, что особенно интересно для лазерных мастерских, которые обрабатывают множество различных деталей с различными требованиями к качеству.
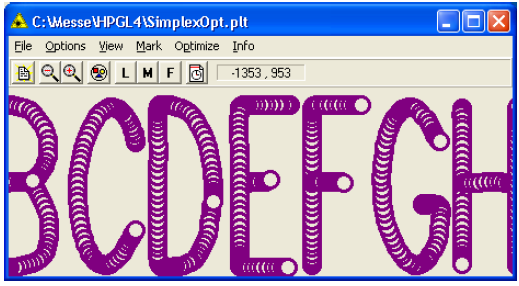
Рис. 5. Моделирование для маркировки 1000 символов в секунду высотой 1 мм. Необходимая скорость маркировки составляет 3,6 м / с, и моделирование показывает лазерные пятна около 50 мкм, выполненные с частотой лазера 100 кГц.
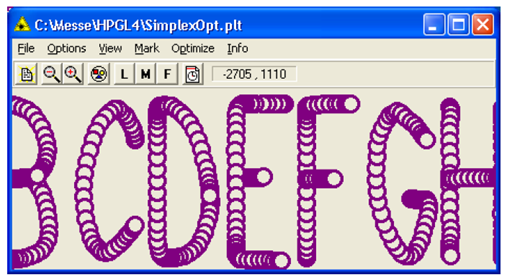
Рис. 6. 1300 символов в секунду со скоростью маркировки 4,5 м / с.
Доступен мониторинг скорости трека, и вариации могут отображаться разными цветами, как показано на рисунке 4. Красный цвет показывает более низкие скорости в углах маркировки, что иногда приводит к нежелательным эффектам выгорания. Изменения скорости типичны для высокоскоростного сканирования и вызваны инерцией зеркал при смене направления. Обратная связь по скорости в реальном времени от сканирующей головки открывает возможности управления лазером, то есть подстройку параметров лазера относительно фактической скорости гальванометра, обеспечивая одновременно и более быструю обработку, и более высокое качество.
Заключение
Использование цифровой сервоэлектроники для управления гальваносканером дает многочисленные преимущества для пользователей лазерных систем. Сканирующие головки с цифровыми сервоплатами достигают производительности, намного превосходящей быстродействующие аналоговые системы. Обширное количество сигналов и сообщений от сканирующей головки дает множество преимуществ для пользователя системы.
Мониторинг в режиме реального времени делает возможной расширенную дистанционную диагностику и документирование процесса. История рабочего состояния обеспечивает отслеживание согласованности процессов, проверку контроля качества. Мониторинг статистики работы системы на уровне компонентов дает возможность планировать интервалы регулярного технического обслуживания, избегать ненужных простоев в критические производственные периоды и повышать удобство обслуживания системы сканирующих головок.
Мониторинг отсканированных дорожек и скорости обеспечивает пользователя информацией, позволяющей оптимизировать параметры сканирующей головки и лазера для достижения максимальной производительности и качества. Расширенное управление сканирующей головкой позволяет изменять настройки, специфичные для текущей дорожки сканирования, на лету, таким образом всегда создавая оптимальные динамические условия.
Перевод статьи D.A. Sabo, Andreas Engelmayer "Advantages of digital servo amplifiers for galvanometer based optical scanning system".